
价格
电议
型号
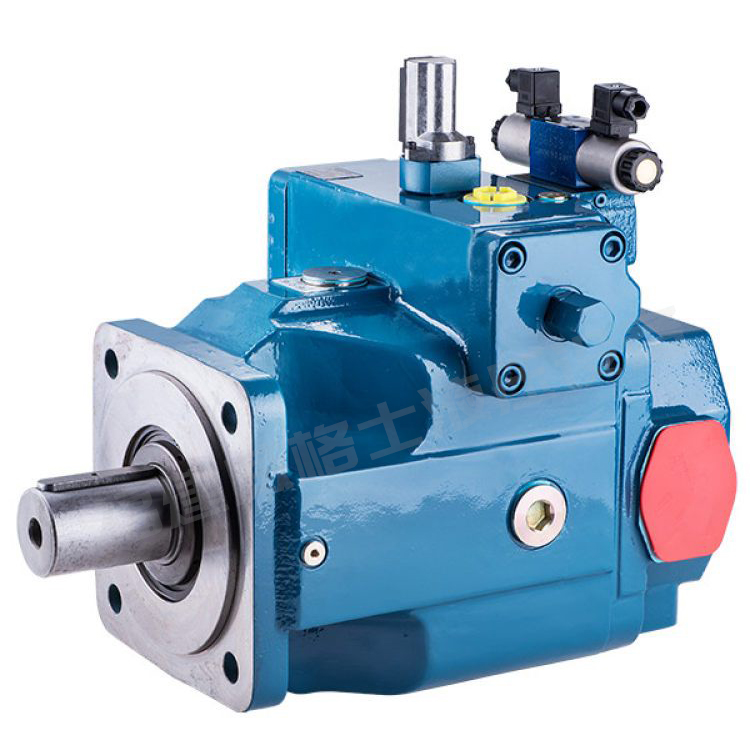
RexrothA6V225MA2GP柱塞泵全网
品牌
福建威格士液压设备
所在地
福建省 泉州市
更新时间
2023-03-31 10:15:06
浏览次数
次
其他推荐产品



 会员服务热线:010-62681193
展会合作/友情链接:010-62681114
会员服务热线:010-62681193
展会合作/友情链接:010-62681114


 京公网安备 11010802023672号
京公网安备 11010802023672号
福建威格士液压设备
RexrothA6V225MA2GP柱塞泵全网
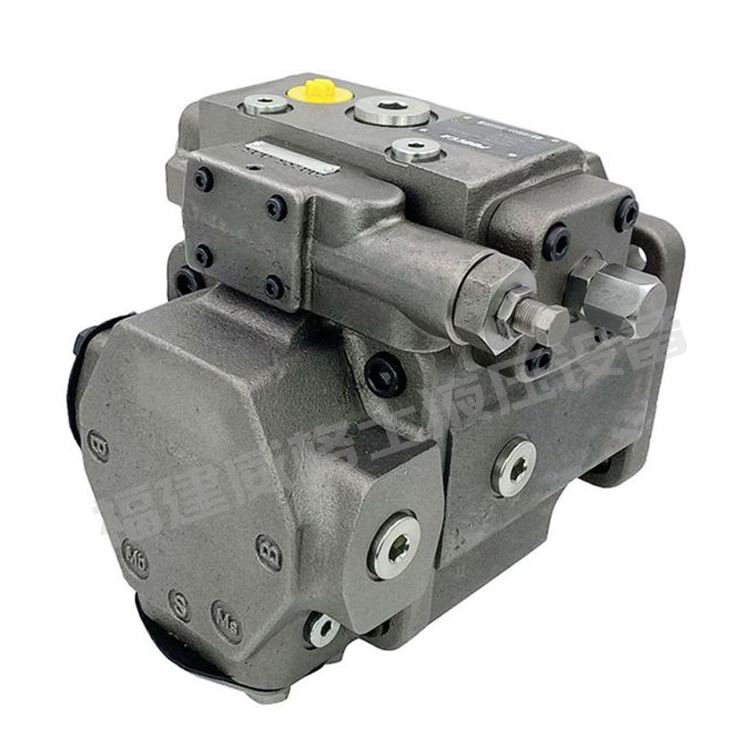
RexrothA6V250EP12FZ2柱塞泵品质好
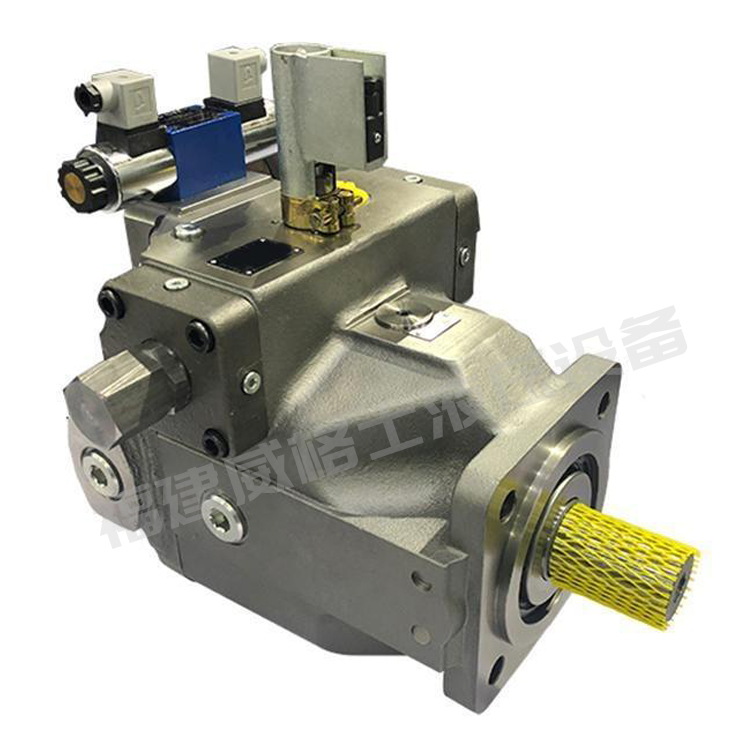
:namespace prefix = "o" ns = "urn:schemas-microsoft-com:office:office" />A6V55HS21FZ2。 A6V28EP21FZ。 A6V468MO1GP。
柱塞泵进油过程
当凸轮的凸起部分转过去后,在弹簧力的作用下,柱塞向下运动,柱塞上部空间(称为泵油室)产生真空度,当柱塞上端面把柱塞套上的进油孔打开后,充满在油泵上体油道内的柴油经油孔进入泵油室,柱塞运动到下止点,进油结束
柱塞泵回油过程
柱塞向上供油,当上行到柱塞上的斜槽(停供边)与套筒上的回油孔相通时,泵油室低压油路便与柱塞头部的中孔和径向孔及斜槽沟通,油压骤然下降,出油阀在弹簧力的作用下迅速关闭,停止供油。此后柱塞还要上行,当凸轮的凸起部分转过去后,在弹簧的作用下,柱塞又下行。此时便开始了下一个循环。柱塞泵以一个柱塞为原理介绍,一个柱塞泵上有两个单向阀,并且方向相反,柱塞向一个方向运动时缸内出现负压,这时一个单向阀打开液体被吸入缸内,柱塞向另一个方向运动时,将液体压缩后另一个单向阀被打开,被吸入缸内的液体被排出。这种工作方式连续运动后就形成了连续供油 。
柱塞泵机械使用
柱塞泵缸体镶装铜套的,可以采用更换铜套的方法安装。首先把一组柱塞杆外径修整到统一尺寸,再用1000#以上的砂纸抛光外径。
缸体安装铜套的三种方法:(a)缸体加温热装或铜套低温冷冻挤压,过盈装配;(b)采有乐泰胶粘着装配,这咱方法要求铜外套外径表面有沟槽;(c)缸孔攻丝,铜套外径加工螺纹,涂乐泰胶后,旋入装配。
熔烧结合方式的缸体与铜套,安装方法如下:
(a)采用研磨棒,手工或机械方法研磨修复缸孔;(b)采用坐标镗床,重新镗缸体孔;(c)采用铰刀修复缸体孔。
采用“表面工程技术”,方法如下:(a)电镀技术:在柱塞表面镀一层硬铬;(b)电刷镀技术:在柱塞表面刷镀耐磨材料;(c)热喷涂或电弧喷涂或电喷涂:喷涂高碳马氏体耐磨材料;(d)激光熔敷:在柱塞表面熔敷高硬度耐磨合金粉末。(4)缸体孔无铜套的缸体材料大都是球墨铸铁的,在缸体内壁上制备非晶态薄膜或涂层。因为缸体孔内壁有了这种特殊物质,所以才能组成硬—硬配对的磨擦副。