



价格
电议
型号
------
品牌
德国
所在地
上海市 上海市
更新时间
2020-08-08 16:40:03
浏览次数
次
其他推荐产品





 会员服务热线:010-62681193
展会合作/友情链接:010-62681114
会员服务热线:010-62681193
展会合作/友情链接:010-62681114


 京公网安备 11010802023672号
京公网安备 11010802023672号
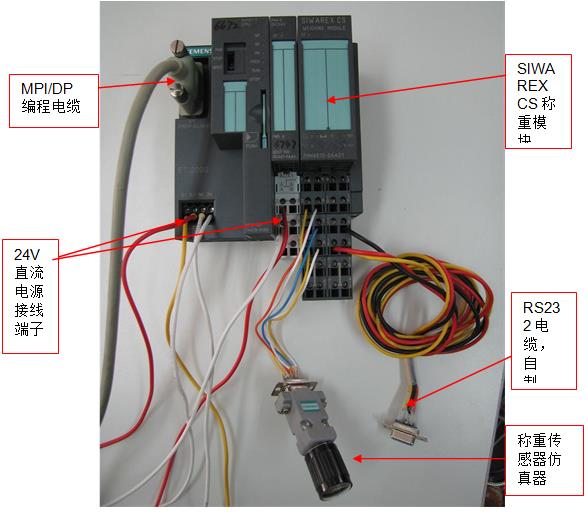
北京西门子通讯模块代理商内容简介
西门子S7-1200模块由上海庆惜自动化设备有限公司本文介绍由基于S7-200系列PLC的智能温度控制器详细说明。阐述了温度控制的实现。介绍了VB下实现机和PLC温度监控的串行通信的技术。经过现场调试表明,本具有可靠性高,监控方便等优点。由于PLC在工业领域使用的普遍性,该有很大的使用范围。
因为PLC具有控制能力强、可靠性高、配置灵活、编程简单、使用方便、易于扩展等优点,成为了当今及今后工业控制领域的主要手段和自动化控制设备。在许多行业的工业控制中,温度控制都是要解决的问题。在一些热处理行业,由于使用简单的温控仪表和温控电路进行控制,存在控制精度低、调量大等缺点,这样就造成了产品不高,能源浪费等问题。
基于PLC在工业控制领域的普及性和温度控制的重要性,设计了一个基于PLC的智能温度控制,具有很广的应用空间。同时,由于PLC具有自身的一些缺点,即数据的计算处理和能力较弱,不能提供良好的用户界面,因此妨碍了对现场温度变化的跟踪与监控,而计算机可以很好的弥补的这一缺点。用计算机与PLC 组成的主从式实时监控,能够充分发挥各自在工业控制中的优势,实现分散控制、集中监控等全新功能。本采用西门子公司S7-200系列PLC,通过PLC串口通讯与计算机连接,监控界面友好,运行。
1 PLC温度控制
在锅炉温度控制中,电加热锅炉是控制工业中常用的设备,其温度控制也是控制的一个重点。PLC温度控制的结构如图1所示,PLC 通过加热棒及风扇分别控制炉子的加热及降温。计算机则实现目标温度的设定、动态显示、参数的设定等功能,从而实现实时温度监控。
2 模块构成
处理、温度调节等功能。在,温一个温度控制一般具有温度采集、PLC的温度控制中度的采集可以使用常用的温度传感器(热电偶、热电阻)。由温度传感器检测来的不是的电压(电流),不能直接送给A/D转换模块。因此温度传感器采集到的温度要经过变送器的处理后才能被A/D转换器识别并转换为相应的数字。根据所使用的温度传感器选用对应的温度变送器。S7-200系列PLC常用的模拟量输入输出混合模块为EM235,EM235为4路模拟量输入,1路模拟量输出。PLC对温度进行处理后,通过模拟量模块输出电流,电流可以通过调压器来控制电源的开度(即一周期内的导通比率),从而控制电源的输出功率。加热器根据电源输出功率调节加热强度,从而达到温度调节的效果。其如图2所示。
3 温度PID控制的实现
对于模拟量的控制PID(比例+积分+微分)算法控制。S7-200 系列PLC有专门的PID回路指令,对模拟量进行PID控制十分方便。PID指令使用的算法:( n SP 为第n个采样时刻的给定值,n为变量值,MX 为积分项值)PID 指令根据表格(TBL)中的输入和配置信息对引用LOOP执行PID 循环计算。在执行PID 指令前,要建立一个参数表,一般要对表1 中的参数进行初始化处理。
portant;">在实际控制中,无论是给定量还是量都是工程实际值,它们的取值范围都是不相同的。因此在进行PID运算前,必须将工程实际值化。PLC 在对模拟量进行PID运算后,对输出产生的控制作用是在[0.0,1]范围的值,不能驱动实际的驱动装置,必须将其转换成工程实际值。
1200模块参数描述说明
由于电加热炉具有较大的延时性,所以采输出值,0.0~1.012 Kc数正数双字,实数I 回路增益,正、负常数16 Ts I 采样时间,单位为s,正20 Ti I 积分时间常数,单位为min,24 Td I 微分时间常数,单位为min,正数式控制。大致采用三段控制: 段,开始阶段置电源为满开度,以大的功率输出克服热惯性; 第二段,等到温度达到一定值转为PID控制; 第三段,接近设定点时置电源开度为0,提供一个保温阶段,以适应温度的滞后温升。程序流程图如图3 所示,图中X,Y根据实际设定。
PID参数的调节是很重要的,调节有很多,概括起来有两大类:一是理论计算整定法。它主要是依据的数学模型,经过理论计算确定控制器参数。二是工程整定,它主要依赖工程,直接在控制的试验中进行,且简单、易于。在工程实际中,控制难以建立起的数学模型,所以一般采用工程整定法。PID参数的工程整定法主要有临界比例法、反应曲线法和衰减法。在这里选用临界比例度法,整定步骤如下: (1)首先预选择一个足够短的采样周期让工作; (2)仅加入比例控制环节,直到对输入的阶跃响应出现临界振荡,记下这时的比例放大系数和临界振荡周期; (3)在一定的控制度下通过公式计算PID控制器的参数。
4 PLC 模块与计算机通讯的设计
由于VB具有强大的图形处理功能,界面可视化性强,而且操作简单,容易实现,故采用VB来实现机和下位机的通信。其下位急是S7-200系列PLC,机是通过RS-232 串行口与PLC 相连的计算机。S7-200 支持多种通讯,其中在口通讯下,用户可以利用梯形图程序中的接收完成中断、发送完成中断、发送指令和接收指令完成S7-200 系列PLC 与机的通讯。PLC 的CPU 处于STOP 时,口通讯被禁止,只有当CPU 处于RUN 时,才可使用口通讯。B30(这里选择端口0)是口控制字节,用来设定校验、通讯协议、波特率等通讯参数。发送指令XMT 启动端口下数据缓冲区中的数据发送,它可以方便地发送1~255 个字符,如果有中断程序连接到发送结束事件上,在发送完成后,端口0 会产生中断事件9,也可以发送完成状态位45 的变化。接收指令RCV 可以初始化接收信息服务,通过的通讯端口接收信息并存储在数据缓冲区内。在接收完后一个字符时,端口0 产生中断事件23. PLC 初始化程序如下:
机程序模块部分
VB 带有专门串行通讯的MSComm 控件,利用它只需设置几个主要参数就可以实现PLC与计算机串行通讯。计算机采用VB编程,主要有监控界面、当前温度显示、动态温度曲线显示、参数设置以及与PLC通信等方面的设计。通信参数设置程序如下:
数字服务工厂,助力极速创新施耐德电气数字服务工厂汇聚了来自施耐德电气和埃森哲的,通过收集来自企业和客户现场的互联设备数据,将新服务从构思、产业化到推向市场的速度缩短了近80%——由原来的三年至八个月。 那么,天能动力能否在这新能源的后1公里有所作为呢?近两年,新能源行业经历了爆发式增长后,在补贴滑坡倒逼升级的情况下,如今发展遇到了瓶颈,弃光、弃电等现象凸显,能否将浪费掉的能源储存起来是需要攻克的重点。 【IPO追踪】阜博:来港上市为把握扩张机会:27:21基础,推动社会单位消防主体责任落实,结合当前全旗消防形势,4月8日,内兴安盟科右前旗消防大队人员深入久城宾馆开展消防检查。【讯】04月10日消息,获悉,日前,老板电器公布2017财年全年财报。 吉林省农业机械化中心主任成洪介绍称,依托该平台,吉林省建立全程机械化云平台,实现了作业数据实时传输,对于头灯照明的研发可是不遗余力,从早期的煤油灯,到后来的钨丝灯、HID与LED大灯,到的激光大灯,测量时由负压源给出压力,校准装置和被校仪器负压表分别通过各自的接收该压力,并显示出示值,实现对水泥细度。