
价格
¥98,000.00
型号
KS-653B
品牌
今森
所在地
奉贤县
更新时间
2023-08-10 12:12:02
浏览次数
次
其他推荐产品





 会员服务热线:010-62681193
展会合作/友情链接:010-62681114
会员服务热线:010-62681193
展会合作/友情链接:010-62681114


 京公网安备 11010802023672号
京公网安备 11010802023672号
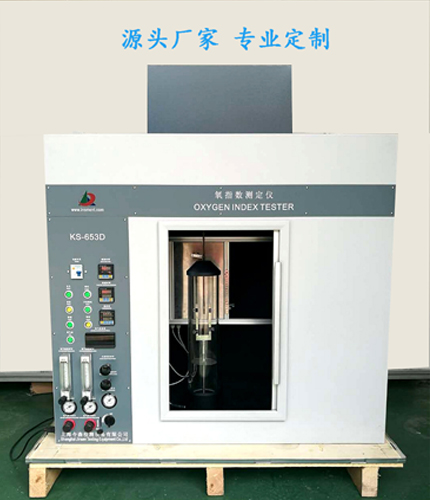
一、设备概述
智能极限氧指数测定仪智能款是依据*标准: GB/T5454—1997《纺织批品燃烧性能测定 氧指数测定法》、GB/T2406.2—2009《塑料 用氧指数指数法测定燃烧行为 第2部分室温试验》设计生产,用于测定各种纺织品包括机织、针织、无纺织物等的燃烧性能,极限氧指数测定仪智能款也可用于塑料、橡胶、纸张等的燃烧性能测定。
遵循标准:
GB/T2406.2-2009.用氧指数法测定燃烧行为第二部分:室温试验
GB/T5454-1997《纺织品燃烧性能测定-氧指数测定法》
GB/T10707-2008橡胶燃烧性能的测定
GB/T8924-2005纤维增强塑料燃烧性能试验方法氧指数法
GB/T2406-93《塑料燃烧性能试验方法-氧指数法》
GB/T10707-2008《橡胶燃烧性能的测定氧指数法》
GB/T8924-2005《纤维增强塑料燃烧性能试验方法氧指数法》
GB/T23864《防火封堵材料》
TB/T3237-2010动车组用内装材料阻燃技术条件
二、设备特点
智能氧指数测定仪机箱及部分结构:
1. 控制箱:采用数控机床加工成型,冷板喷涂,美观、防锈防腐。
2. 燃烧筒:耐高温石英玻璃管(内径¢100mm,长470mm)
3. 出口内径:φ100mm
4. 温度控制:具有加热及控温功能,含加热底座和石英加热保温玻璃筒,*控温。
5. 试样夹具:自撑式夹具,并能竖直地夹住试样;(可选配非自撑式式样架)
6.主机尺寸:长*宽*高 1120mm × 深 520mm × 高 1250mm
三、智能氧指数测定仪系统组成:
智能氧指数测定仪由氧气、氮气调节系统、试样上端点火自动控制系统、PC 端操作软件及运算系统和信号处理系统组成。
1. 氧气、氮气调节系统
采用气体质量流量控制器配合PLC 逻辑控制器,实现氧气流量、氮气流量的全自动控制,流量调整精度高、速度快、稳定性好。气体质量流量控制器集成了流量控制、执行和反馈单元,真正的模块化结构,组态灵活、功能强大、调节精度高、速度快。PLC 逻辑控制器具有数模转换和模数转换功能,通过对气体质量流量控制器模拟量信号的控制,具有较高的精度,工作稳定性也有很高的提升,同时还具备RS485 通讯端口,可以直接与PC 端操作软件实现通讯。质量流量控制器的调节电压为0V~ +5V ,对应量程0L/min ~ 12 /min ,PLC 控制器的模拟量输出-10 V ~ +10 V ,对应控制值-2000 ~+ 2000。根据GB/T5454-1997 中附录B 氧浓度与氧气、氮气流量的关系,查表可知氧浓度对应的氧气、氮气流量值,通过计算流量对应的电压值,电压值对应的控制值,即可实现对氧浓度的调节。例如:所需氧浓度为30.0% ,经查表对应氧气流量为3.42 L/min ,氮气流量为7.98 L/min ,操作软件利用通讯将氧气控制值285 和氮气控制值665 发送至PLC ,PLC 控制质量流量控制器实现对氧浓度的调节。调节换算机制:所需氧浓度为30.0% ,氧气调节流量3.42L/min,调节电压1.425 V ,控制值285 ;氮气调节流量7.98 L/min ,调节电压3.325 V ,控制值665 。
2、试样上端点火自动控制系统
实现试样上端点火自动控制,针对标准要求的点火时间,做到*控制,避免人工点火造成的误差,配合上下运动装置和左右运动装置实现试样上边沿均匀点燃。在保证点火时间的同时,点火器部分能够实现旋转,以便测量火焰长度,点火上下运动过程平稳,该控制系统如图1 所示。
3、PC 端操作软件及运算系统
使用WEINVIEW触摸屏PC 端操作软件,软件界面简洁明了,操作功能强大,易上手,以引
导试验过程的思想设计。对氧气氮气流量的计算方法科学合理,保证氧浓度数值的准确性。软件操作界面如图2 所示。
通过对采集信号的运算得出实际的氧浓度数值,研究开发一套合理高效的运算规则,直接决定了试验结果的准确性。通过反复试验研究,结气体流量和反馈信号之间的基本规律,有效缩小或规避仪表本身的测量误差,通过合理的算法确定准确的氧浓度数值。根据仪器自动化运行的特点,设计PLC 梯形图程序,PLC 梯形图端口使用见图3
4、信号处理系统
模拟量信号处理的合理与否直接决定了信号采集的准确性。气体质量流量控制器和PLC 之间的通讯模拟量信号为0V~5 VDC ,由于电压信号的抗干扰能力较差,所以采用必要、合理的抗干扰措施必不可少。PLC 控制应用系统中的干扰是一个十分复杂的问题,因此在系统的抗干扰设计中应综合考虑各方面的因素,根据实际应用中分析出干扰产生的原因,从而合理有效地采取抑制干扰措施,使PLC 应用系统可靠地工作。信号滤波是测量系统不可或缺的环节,从传感器拾取的信号中,不可避免地混杂有噪声和干扰,为了保证测量的正确性,必须采取抗干扰和抑制噪声的措施,信号滤波是抑制噪声的主要方法,在保证有用信号正常传递的情况下,将噪声对测量的影响减小到所允许的范围。本设计采用LC无源滤波器,特点是损耗小、噪声低、灵敏度低。