



价格
¥22,500.00
型号
260型
品牌
腾丰机械
所在地
广东省 广州市
更新时间
2019-02-17 19:10:02
浏览次数
次
产品详情
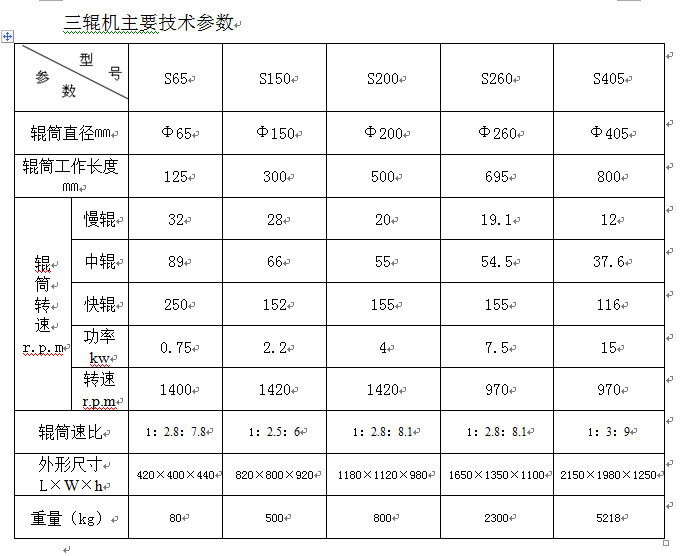
 技术参数
技术参数
 特征描述
特征描述
该机通过机器水平方向排列的三根辊筒表面相互挤轧及不同速度的磨擦而达到研磨作用,研磨物料一般只要研磨二次就可以达到要求,难研物料必须研磨多次,方能达到要求,后加工细度一般可达到3-18μm左右(用细度刮板测定)。
使用说明
一、机器经过安装,并经空车运转,确认无故障后,应注意以下问题:
1. 工作前
检查辊筒表面是否清洁,润滑部分是否有足够的润滑油,辊筒是否松开,出料刮刀口是否正常等等。
2. 工作时
(1)启动机器以后,慢慢的将快、慢辊调节至一定位置,加入浆料,然后再作一次精密细致的调节,一般来说,调节满意的辊筒,其表面色彩的深度是一致的,如果中间浅些,二头浓些,还是正常的,可以在冷却水流加以控制,水流放得快些,时间一长,慢慢就会一致,辊筒调节好后,再将出料刀片顶上。
(2)浆料的主要研磨作用,是靠中辊和慢辊之间的研磨来达到的,快辊主要是起着带出经研细后的浆料的作用,因此中辊和慢辊可以调节紧些,但中辊和快辊之间不能太紧,因为太紧了,快辊的线速度要比慢辊快好几倍,而三辊筒的材料质量和成分与结构都是一致的,由于磨损和膨胀系数等因素差距太大,结果会造成快辊的变形和加速快辊的损坏。
(3)遇到辊筒中间出料细,二头出料厚的情况,在工作时,可以加快水冷却,辊筒经表面磨擦产生热膨胀后,过了一个很短的时期,就会变得平直的,尚使开车时基本平直,那可适当的减少水冷却,之,视实际情况来控制,必须注意,不能长时间不放冷水,因为辊筒表面的热量逐渐提高,到一定程度后,辊筒而会产生剥落,或不规则的变形情况产生,造成无法使用的后果。
(4)辊筒材料不耐酸碱,以避免研磨带有腐蚀性的浆料。
(5)应随时注意调节快、慢辊,由于辊筒的热膨胀,一不小心,工作时容易胀死,甚至刹住电机,产生意外。
(6)作进料用的铜刀不能压得太紧,随时在圆弧中注入润滑剂,视实际情况,可以调节工作面的长度。
(7)注意轴承在正常运转中,轴承温升不得大于45℃。
3. 工作后
松开辊筒,铜刀,出料用的刀板,并加以清洗。
二、机器的润滑和维护保养
(1)辊筒左端传动齿轮间的齿合面,应随时加润滑脂,一般3~5天左右加一次,以免损坏牙齿。
(2)轴承座内在出厂前已注满润滑脂,开始使用时用户不必再注,用上半年或更长一些时间后再注。
(3)各部位的调节螺钉及机架导轨面应随时加40号机油,转动部位及时加注润滑脂,以免磨损咬卡。
(4)机器连续使用半年以后,建议进行一次大检修,将各处的活动部分加以拆洗一遍,重新换上清洁的润滑油,并仔细检查下油路的畅通情况,在拆洗中发现问题时,应及时纠正。
(5)使用时发现辊筒变形,如中间低两头高,或出现椭圆情况,与不规则的变形和辊筒表面剥落等情况,必须停止使用,重新磨修。
(6)辊筒磨修次数太多,辊筒直径小于原直径1.5㎜以上时,会产生传动齿轮顶紧而辊筒相互之间留有缝隙的现象,那时齿轮必须修正或调换,以改小它的节径。
(7)出料刀片的缝口,在安装前须经修正研光,不允许留有尖刺和裂口,刀片用短以后,可以拧松螺钉,向外移出再用,刀片用完以后,在添置新刀片时,应注意选料的硬度,一般要求在HRC30-40为理想,因为太软了不耐磨,太硬了会损坏辊筒表面,宁可调换刀片,辊筒表面必须保护。
(8)机器长期封存不用时,应在辊筒表面和其它转动、滑动部位涂上防腐油脂,辊筒稍微疏忽就会产生针孔和锈斑,以至无法使用,启封使用前必须进行一次大检修,以免发生意外。
包装清单
车体1台,托盘一个,刮刀2片(已装1片,备用1片),使用说明书1本。
用途/应用领域
我厂生产的干粉球磨机工艺、结构合理、该设备密封操作、生产消耗低、经久耐用、操作维修方便,是建材、化工及其它行业分散球磨的理想设备。
产品图片
↓S65型三辊研磨机

↓S150型三辊研磨机

其他推荐产品







 会员服务热线:010-62681193
展会合作/友情链接:010-62681114
会员服务热线:010-62681193
展会合作/友情链接:010-62681114


 京公网安备 11010802023672号
京公网安备 11010802023672号
S260型三辊研磨机
该机通过机器水平方向排列的三根辊筒表面相互挤轧及不同速度的磨擦而达到研磨作用,研磨物料一般只要研磨二次就可以达到要求,难研物料必须研磨多次,方能达到要求,后加工细度一般可达到3-18μm左右(用细度刮板测定)。
一、机器经过安装,并经空车运转,确认无故障后,应注意以下问题:
1. 工作前
检查辊筒表面是否清洁,润滑部分是否有足够的润滑油,辊筒是否松开,出料刮刀口是否正常等等。