
价格
电议
型号
型号齐全
品牌
上海台硕
所在地
江苏省 苏州市
更新时间
2019-03-19 01:25:04
浏览次数
次
上海台硕检测仪器有限公司自成立以来,一直致力于全自动影像测量仪等设备的研发、生产、销售和售后服务。作为科技先导型企业,拥有光、机、电、中高级研发人员10多名.我们的设备已在五金、塑胶、模具、钟表、精密、陶瓷、PCB板、汽车零件等行业广泛使用,全面实行的管理体系,公司秉持“质量,服务周到,精益求精信誉至上”的经营方针,力求为客户提供好的产品和服务。联系我们:。
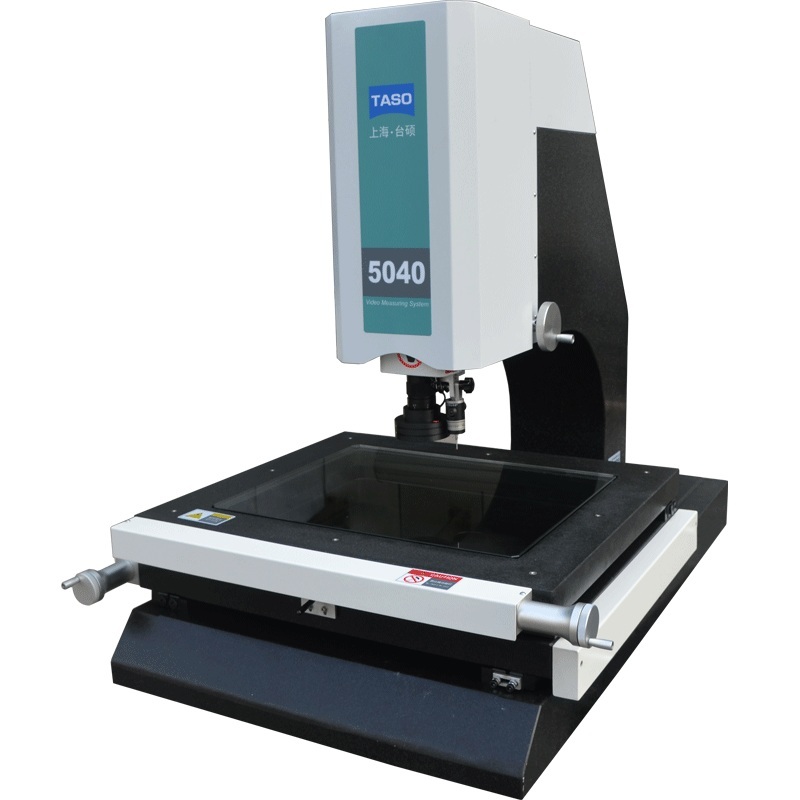
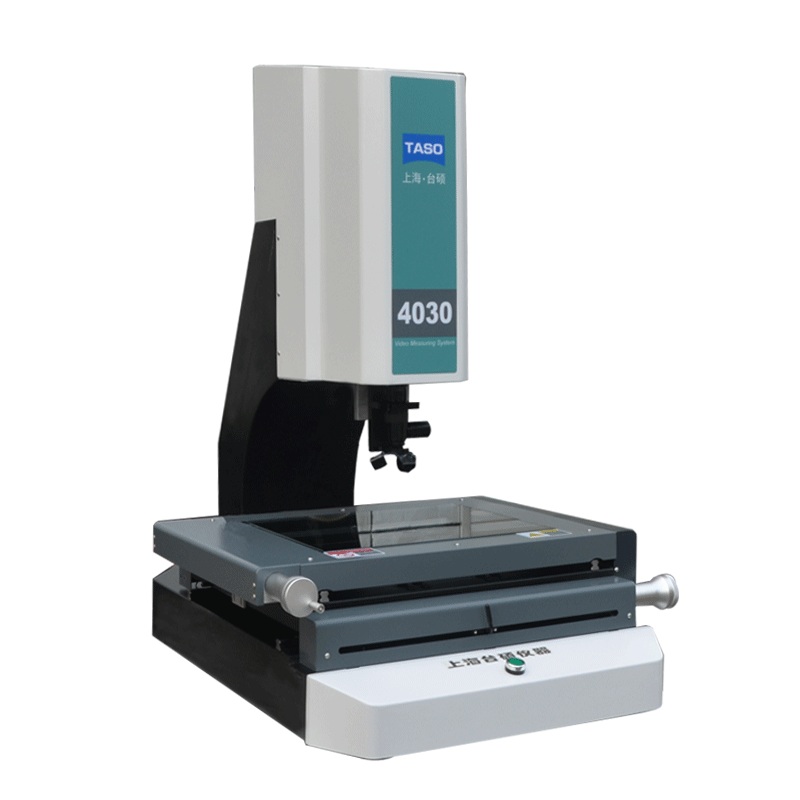
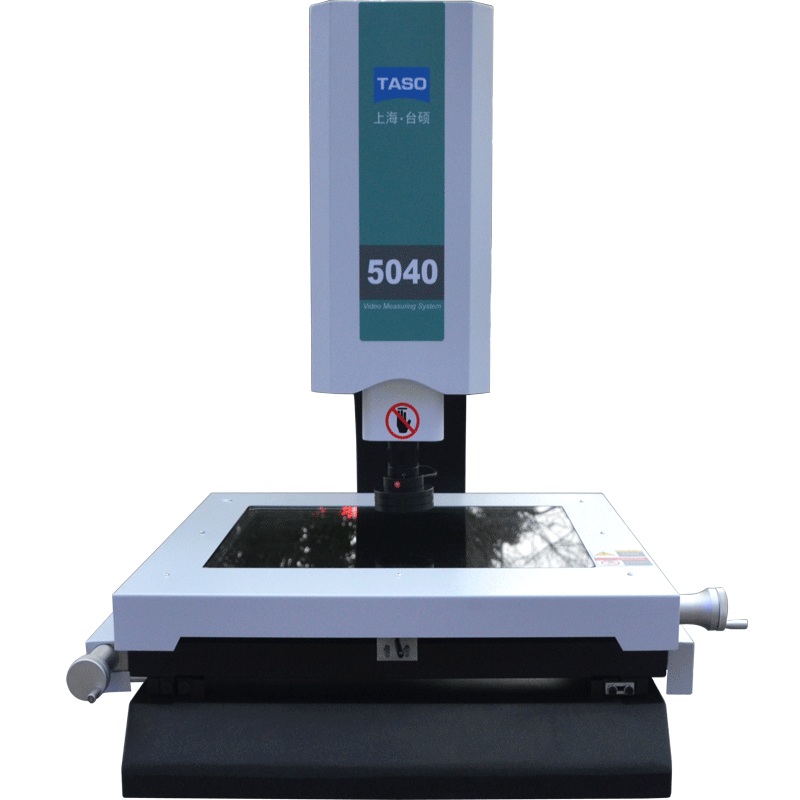
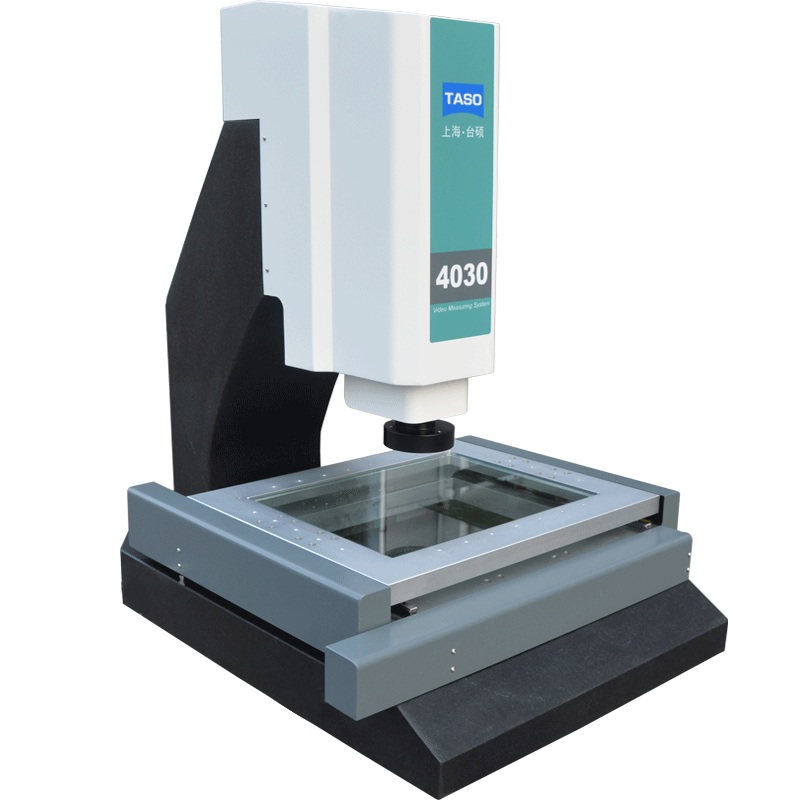
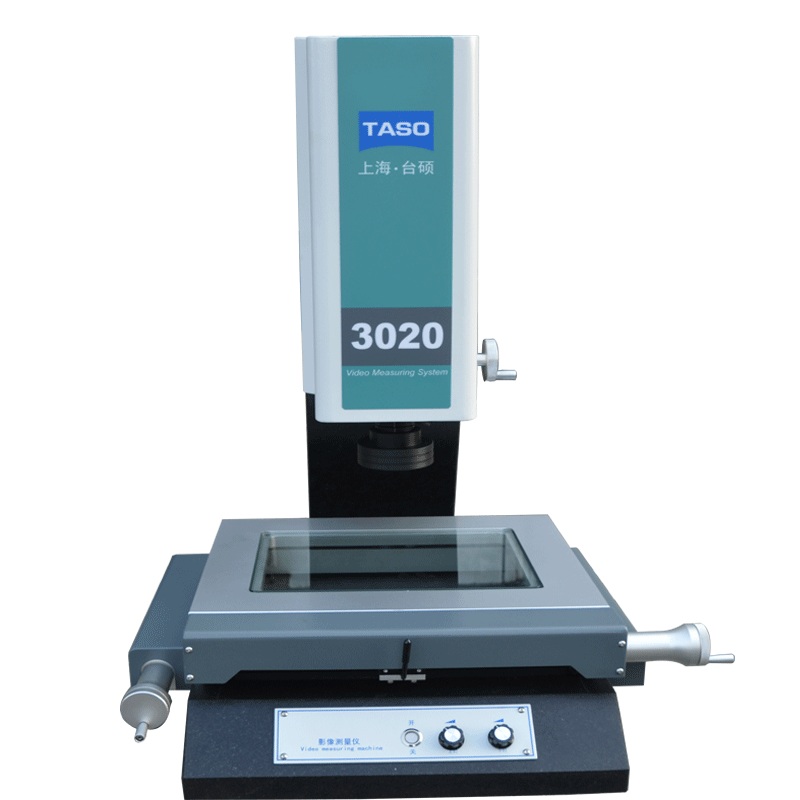
岳阳全自动影像测量仪现场图片 :
岳阳全自动影像测量仪选装升级项:
我们影像测量仪的型号很多啊,其中一部分的型号列表如下:
关于全自动影像测量仪形位公差:
寄语:
以上岳阳全自动影像测量仪信息由上海台硕检测仪器公司提供, 你可能还需要了解台硕仪器公司云浮二次元检测仪厂家等信息。 
* Z轴标准测高200mm,可选择加高;
* Z轴可选择加装英国RENISHAW探针;
* Z轴可选择加装基恩士激光测量;
* 大视场镜头。
岳阳全自动影像测量仪产品优势:
◆ 天然"济南青"000级花岗岩底座、立柱,精度高、稳定性好;
◆ 台湾上银精密直线导轨,高精密、高稳定性;
◆ 贵阳新天高精密光栅尺,精度高、稳定性好;
◆ 德国COMST或者美国TEO高分辨彩色CCD;
◆ 美国OPTEM高清镜头;
◆ 提供选装英国RENISHAW探针及基恩士激光;
◆ 正版REICA精密测量软件。
型号VMS2010,VM3020,VMS4030,VMS5040,CNC3020,CNC4030,CNC5040,CNC6050,CNC8060 大行程龙门影像仪,激光平面度影像仪等等(台硕仪器可按照客户要求非制,联系)
一、形位公差概念
形位公差包括形状公差和位置公差。任何零件都是由点、线、面构成的,这些点、线、面称为要素。机械加工后零件的实际要素相对于理想要素有误差,包括形状误差和位置误差。这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。20世纪50年代前后,工业化就有形位公差标准。国际标准化组织(ISO)于1969年公布形位公差标准,1978年了形位公差检测原理和方法。于1980年颁布形状和位置公差标准,其中包括检测规定。形状公差和位置公差简称为形位公差。 加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差。
二、全自动影像测量仪形位公差
1、直线度 是限制实际直线对理想直线变动量的一项指标。它是针对直 线发生不直而提出的要求。
2、平面度 是限制实际平面对理想平面变动量的一项指标。它是针对平 面发生不平而提出的要求。
3、圆度 是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱 面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。
4、圆柱度 是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制 了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。
5、平行度 用来控制零件上被测要素(平面或直线)相对于基准要素 (平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。
6、垂直度 用来控制零件上被测要素(平面或直线)相对于基准要素 (平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。
7、倾斜度 用来控制零件上被测要素(平面或直线)相对于基准要素 (平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。
8、同轴度 用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。
做事没头绪,没关系,去买一本《选集》,读一读里面的方法论。怕读不懂吗?没关系, 再去买基本与此书相关的辅导书,结合读,肯定有收获。我读书有个惯,看中一本书买下来,先不急于读,再找与此有关的书籍买几本书,一起读就然也了。
「鸡汤」
1)人是无法解决出自己认知的事情。
2)人是喜欢想当然。
3)为了逃避痛苦,是找出各种理由安慰自己。
其他推荐产品


 会员服务热线:010-62681193
展会合作/友情链接:010-62681114
会员服务热线:010-62681193
展会合作/友情链接:010-62681114


 京公网安备 11010802023672号
京公网安备 11010802023672号