WY800A(B)捣固焦炉无烟装煤控制系统近几年,在环保与市场双重压力下,捣固焦炉高压氨水无烟装煤工艺受到广泛重视,但为其配套的自控系统多为“集气管压力智能模糊控制系统”,即煤气的导出控制系统,严重忽视了无烟装煤工艺之“无烟”和“控氧”需要,一是无法解决“冒烟”与煤气含氧量的矛盾,二是关炉门时出现负压震荡,无法满足环保、安全与工艺需要,成为焦炉装煤冒烟的潜在因素。长治捣固焦炉装煤烟尘治理方案
WY800无烟装煤控制系统由此诞生。

WY800系统与需方焦化DCS系统可互为备用,控制参量同步显示,WY800系统故障时,可方便地切换到焦化DCS系统进行控制。长治捣固焦炉装煤烟尘治理方案

自2006年*套捣固焦炉内吸法无烟装煤工艺装置在国内*投运以来,以其良好的环保效果和可观的经济收益,在焦化企业迅速获得推广,随着环保压力和市场压力的不断加大,该技术还在不断地被更多焦化企业所采用。
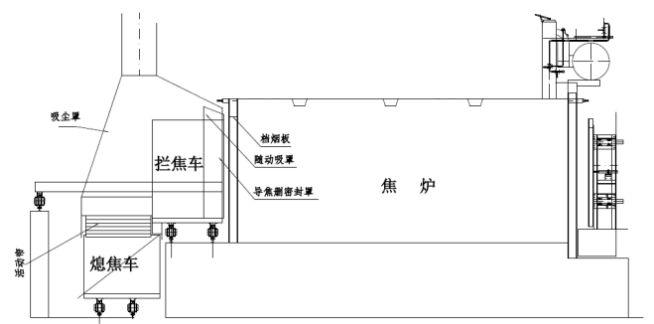
? ? 装煤时打开桥管翻板,煤气输送系统与大气直接相通,外吸消烟变为内吸收集,环保效益与经济效益均极可观。
这是炼焦工艺的重大突破,对整个焦化生产和安全都有直接影响,但至今却没有一个成熟的设计规范和操作维护规范。
一方面,前几年环保要求相对较低,只要大部分碳化室装煤时冒烟不大或远距离看冒烟不明显,与外吸法相比就是巨大的进步,因此,无烟装煤工艺设计普遍存在“重回收,轻环保”的倾向。
另一方面,长期以来,环保设备公司既是无烟装煤工艺装置的设计者,又是项目的投标竞争主体,在中标的社会俗影响下,该工艺的设计、使用等都形成了许多误区。
至今,包括导烟管布局、氨水泵选型、侧吸装置和喷嘴吸力等在内的关键设计参量、操作方式等,不同的厂家有不同的说法,甚至相互矛盾,再加上炼焦生产本身的复杂性,给这一工艺的应用造成许多认知和管理上的混乱。
甚至,业界(包括环保设备公司和焦化企业)还存在一个广泛的误区:
只要集气管压力稳定,就能保证装煤无烟!
因此,为其配套的自动控制系统几乎全部是单纯的集气管压力调节系统--即煤气的导出控制系统(煤气从集气管平稳导出),严重忽视了该工艺“无烟装煤”之内核,煤气导入集气管均处于“不控”状态,与装煤实际严重脱节,至今没有一个被广泛认可的版本。
到2014年底,国内在用无烟装煤工艺装置过100套,多数焦炉集气管压力比较稳定,环保效果很理想、很稳定的却极少(至今不过10套),有些咋看上去还不错,但深入考究,问题就来了:或牺牲效率,或牺牲产量,装煤冒烟问题时有发生。
在煤气制甲醇、煤气制LNG等企业,环保要求是装煤无烟,生产工艺要求煤气含氧量低于0.5%,这两项指标在工艺上具有此消彼长、相互矛盾的特点,因此,至2013年10月前一直没有*案例,至今*案例也是凤毛麟角!
许多有识之士意识到,无烟装煤工艺的传统设计、控制及管理思路必须加以创新和完善方可适应的环保形势!
一、系统特点
YL600多焦炉多集气管煤气压力智能模糊自动平衡系统是我公司开发的第六代集气管压力自动平衡系统。
其基本原理是,通过调节集气管翻板开度和风机转速(或大小循环翻板)将煤气平稳地导出集气管,从而实现焦炉集气管压力的平衡与稳定。
这是一个复杂的模糊控制模型, 其主要作用是解耦和平衡,即在焦炉正常操作的任何情况下,无论是出焦、装煤、换向、机后用户变化等,使用同一鼓冷系统的各焦炉各集气管的煤气压力,以其设定值为中心保持相对平衡状态--压力高则全高,压力低则全低,避免各集气管之间的煤气压力出现有高有低、频繁震荡的现象。长治捣固焦炉装煤烟尘治理方案
正常情况下,各集气管压力曲线犹如一条绳索几乎纠缠在一起,压力起伏变化一般在设定值±20Pa左右。
二、系统构成
YL600系统硬件有DCS和PLC两种选型:
1、DCS选型:
主控元件选用浙大DCS系统,上位、主控、电源、通讯均为双重冗余配置,所有模拟量卡件均采用单点卡,具有高度的可靠性。
正常工况下,系统由DCS全自动控制运行,上位机(电脑)主要用于人机对话,数据记录和分析。
为避免空气中含硫粉尘对计算机机件的腐蚀,上位机选用台湾研华密闭式、无风扇工控机,均配置固态硬盘;

上位机(电脑2台)故障或短时脱离系统,不影响系统正常调节功能。
YL600系统与需方焦化DCS系统可互为备用,控制参量同步显示,YL600系统故障时,可方便地切换到焦化DCS系统进行控制。
2、PLC选型:
主控元件选用西门子S7-300系统,具有高度的可靠性。
正常工况下,系统由PLC全自动控制运行,上位机(电脑)主要用于人机对话,数据记录和分析。
为避免空气中含硫粉尘对计算机机件的腐蚀,上位机选用台湾研华密闭式、无风扇工控机,均配置固态硬盘;
上位机(电脑1台)故障或短时脱离系统,不影响系统正常调节功能。
YL600系统与需方焦化DCS系统可互为备用,控制参量同步显示,YL600系统故障时,可方便地切换到焦化DCS系统进行控制。
三、控制指标与功能
1、装煤时,集气管压力控制在设定值±40Pa以内,并在20秒内调回正常状态;其余时间及不装煤时,集气管压力控制在设定值±20Pa左右;
集气管压力控制合格率达90%以上;
2、YL600是一套半开放系统,授权工艺工程师可根据变化的工况对内置参量进行适应性设定,大幅提高系统对不同现场工况的适应性;
3、装煤压力自适应功能,不会因炉门关闭而出现负压震荡现象;
4、具有自动和手动运行功能。
自动运行时,系统对集气管翻板、风机和高压氨水泵等实施全自动控制,无需人工干预。
5、具有鼓风机转速高低限报警提示、喘振区自动保护和机后压力高低限报警提示等功能;
6、全汉语操作, 参数异常对话框提示,具有报表打印功能。
7、通过组态实时监测相关参数,控制参数实时趋势显示和历史趋势记录,工艺流程图形象直观。长治捣固焦炉装煤烟尘治理方案
四、适用范围
YL600系统只是煤气的导出控制系统,即平稳地把煤气从集气管中导出,没有对煤气从碳化室导入集气管实施控制,因此,主要适用于顶装煤焦炉、外吸法装煤除尘(消烟除尘车)焦炉。
对于采用内吸法无烟装煤工艺的焦炉,由于采用了高压氨水喷射导烟,装煤时桥管打开,对集气管压力冲击极大,选用单纯的集气管压力控制系统会带来集气管压力波动大、煤气含氧量过高、关炉门负压震动等问题,不利用无烟装煤工艺的长期稳定运行,因此,应选用“WY800无烟装煤控制系统”。
沧州捣固焦炉装煤烟尘治理方案:https://www.testmart.cn/Home/News/data_detail/id/676841794.html
在手机上查看


 京公网安备 11010802023672号
京公网安备 11010802023672号
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。